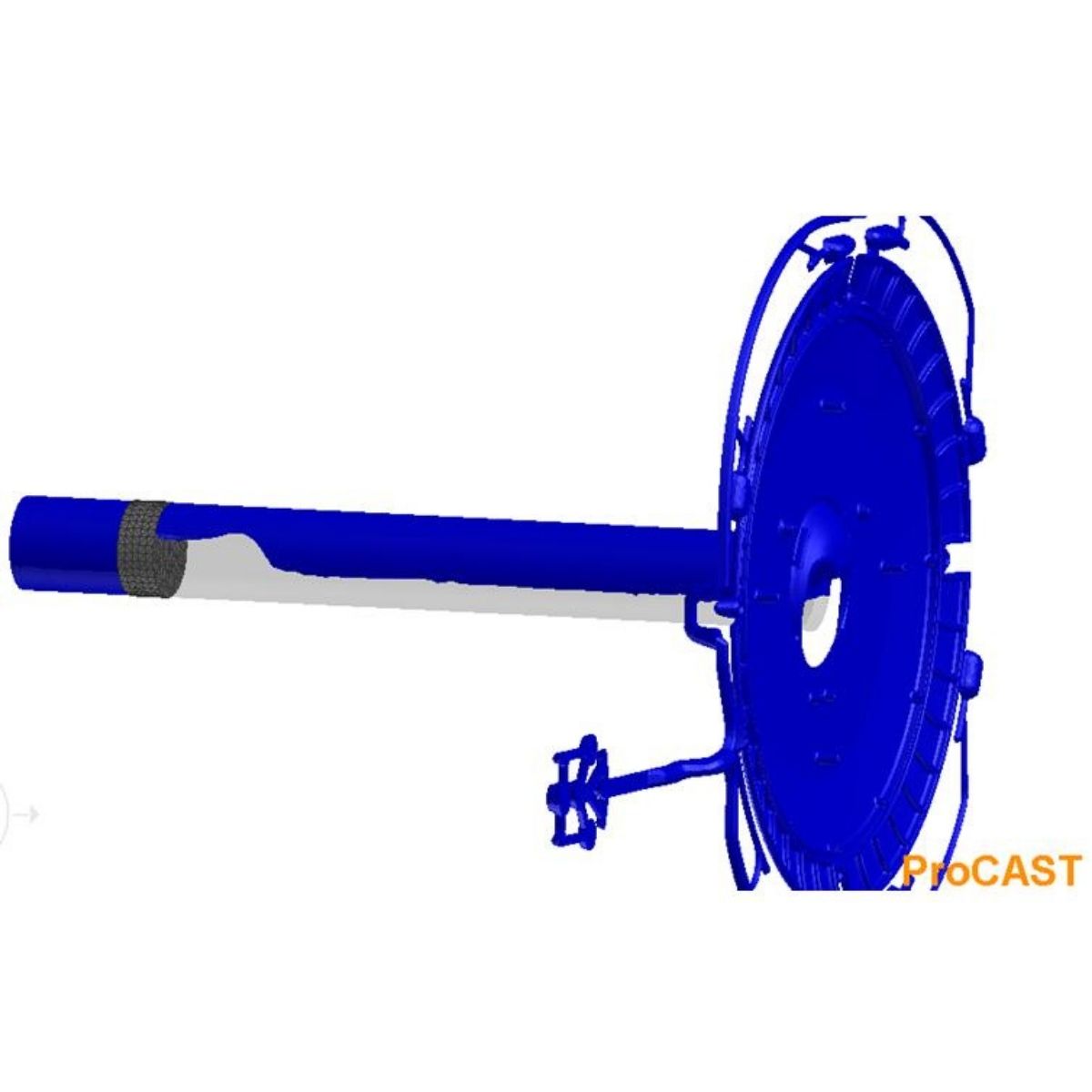
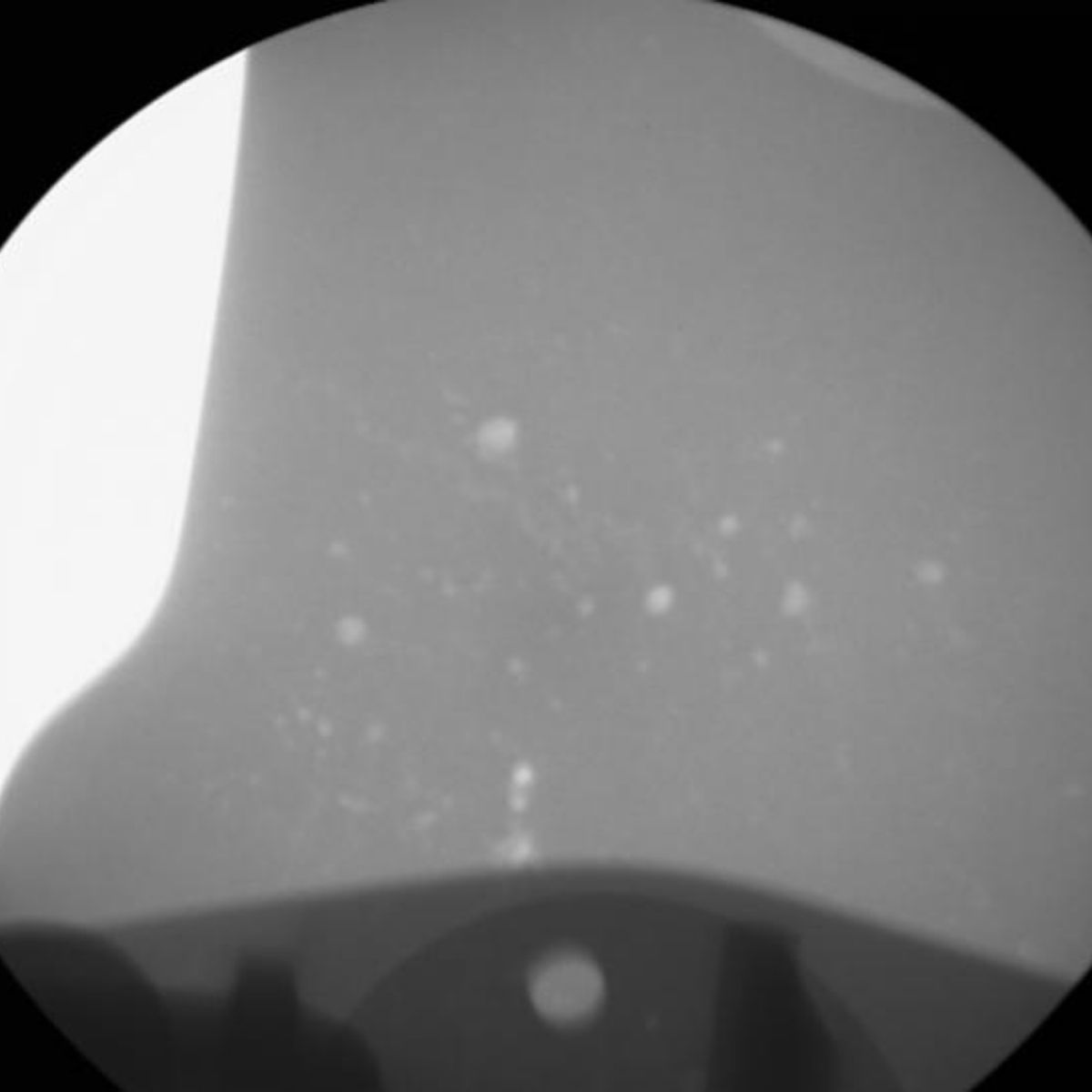
Durante il processo di pressocolata camera calda l’aria normalmente presente e i gas prodotti dal metallo liquido nella prolunga e nelle cavità dello stampo sono difficilmente espulsi per la quasi totalità dallo stampo, portando alla produzione di pezzi con porosità interne ed alla necessità di una maggior pressione sul metallo per ottenere pezzi idonei. Le porosità interne peggiorano la resistenza meccanica del pezzo, se la superficie è sottile, l’aria residua indebolisce la struttura, e, specialmente quando sono vicino alla superficie del pezzo, diventano subito visibili durante le lavorazioni meccaniche o di finitura.
Grazie alla tecnologia del sottovuoto, l’evacuazione dell’aria e dei gas è più efficace.
– Produzione più redditizia e duratura grazie a una forte riduzione degli scarti
I sistemi di pressocolata sottovuoto camera calda garantiscono immediatamente una produzione costante, efficace e redditizia.