During the traditional cold chamber die casting process, the air normally present and the gases produced by liquid metal in the injection chamber and in the cavities of the mould are difficult to eject in almost the entire mould, leading to the production of pieces with internal porosity and the need for greater pressure on the metal to obtain suitable pieces. Internal porosity worsens the mechanical strength of the piece and, especially when close to the surface of the piece, becomes visible right away during machining or finishing. The vacuum technology makes air and gas evacuation more effective.
Hot chamber vacuum die casting
During the hot chamber die casting process, the air normally present and the gases produced by liquid metal in the extension and in the cavities of the mould are difficult to eject in almost the entire mould, leading to the production of pieces with internal porosity and the need for greater pressure on the metal to obtain suitable pieces. Internal porosity worsens the mechanical strength of the piece, if the surface is slim, the residual air weakens the structure, and, especially when close to the surface of the piece, becomes visible right away during machining or finishing. The vacuum technology makes air and gas evacuation more effective. – More profitable and long-lasting production thanks to a high reduction of rejects. Hot chamber vacuum die casting systems immediately guarantee constant, effective and profitable production.
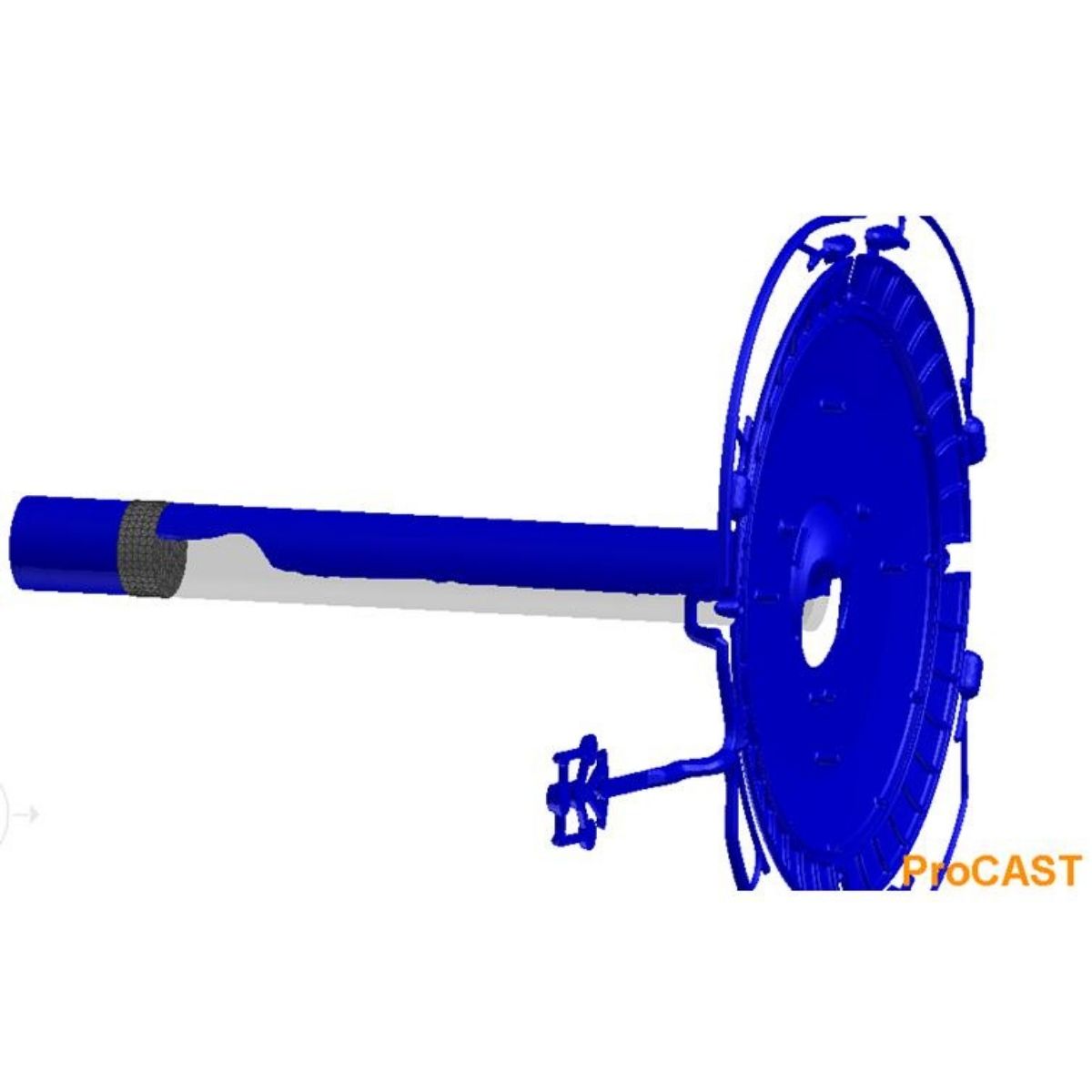
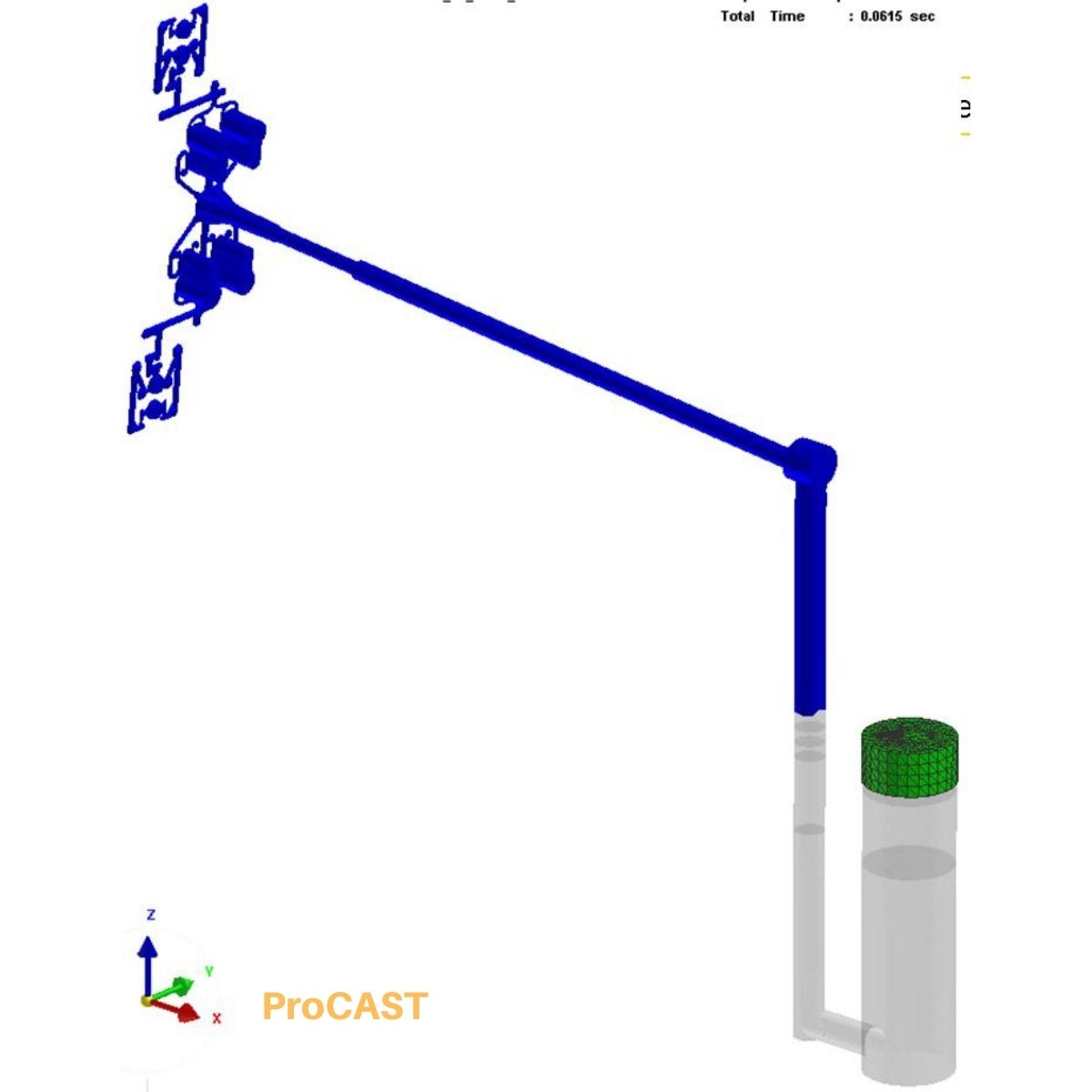
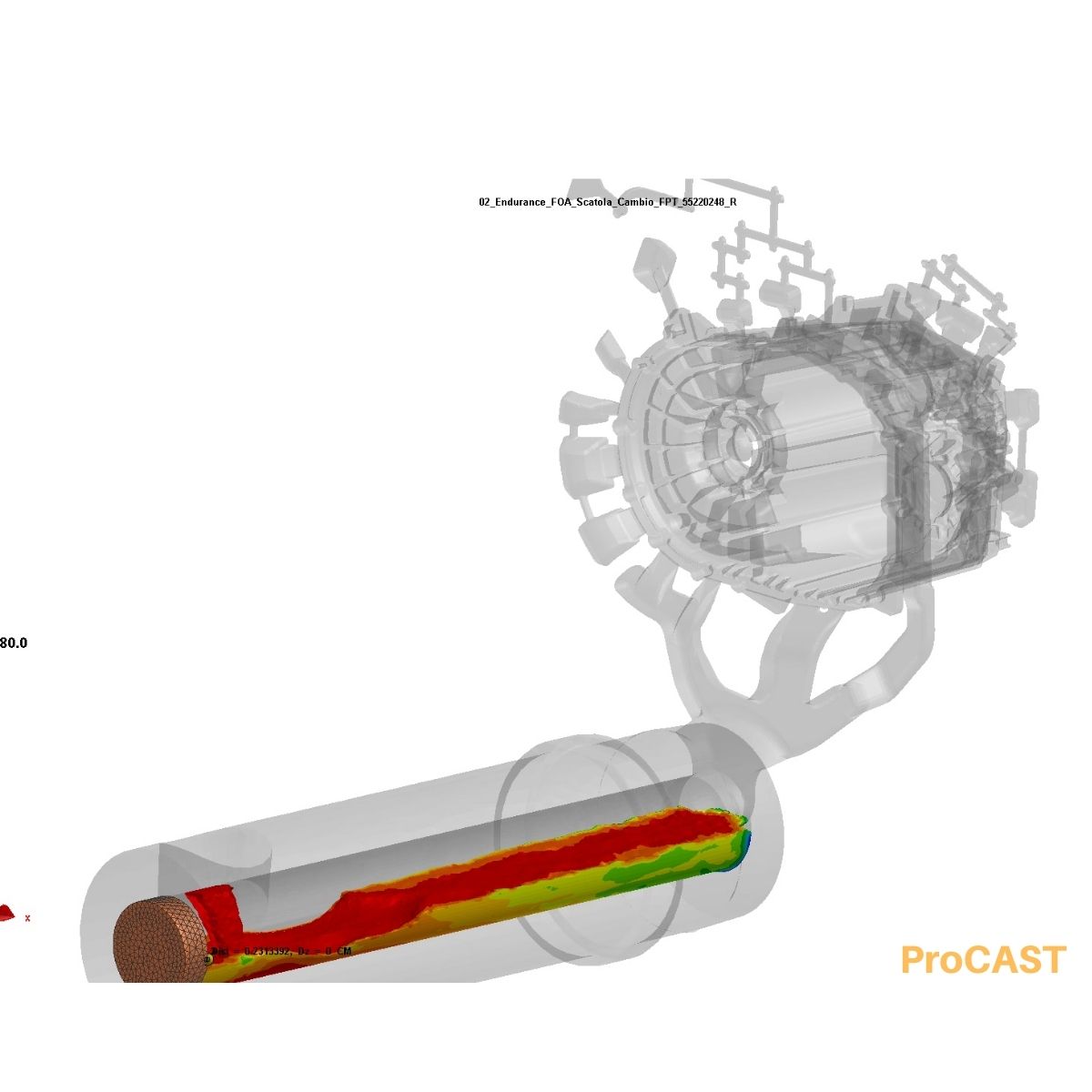
Filling
In die casting, there is a competition during filling between a fluid and a gas: the incoming alloy from the container to the mould and the outgoing air from the ejection channels. Air and gas encapsulated by the alloy during filling cause porosity from gas and obstruct the stroke of the alloy, causing delamination and incompleteness. Vacuum solves the problem. During the die casting process, filling only lasts a few milliseconds. This is why vacuum is considered the most effective technology for the ejection of air and gases, obtaining high-quality workpieces.
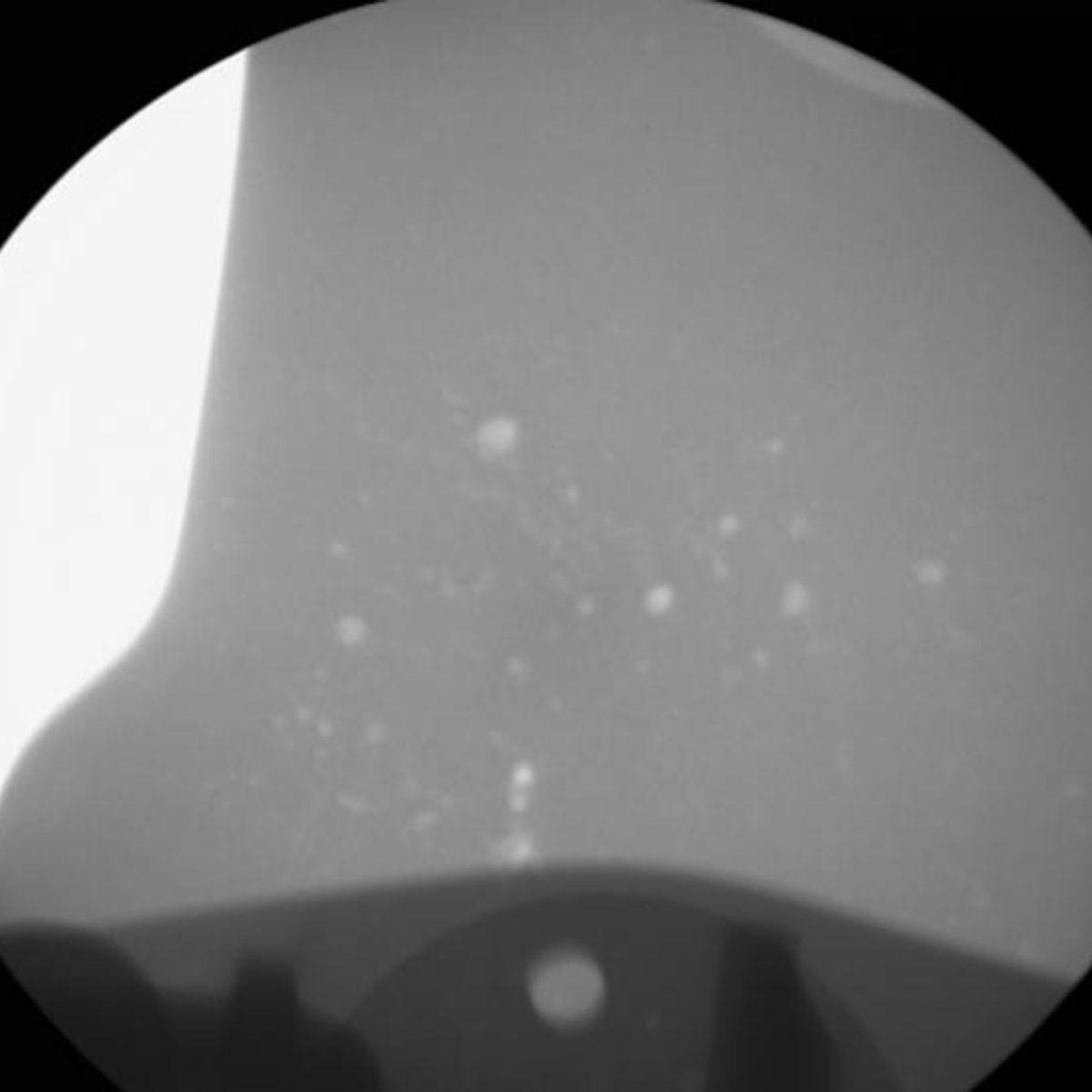
Mechanical features
Vacuum die casting provides the material with the specific mechanical features requested by the customer based on the final application. Elimination of air makes the piece more compact giving it better quality and mechanical strength. Furthermore, vacuum die casting obtains thicknesses lower than 1 mm, with resulting weight reductions and therefore costs with respect to those of traditional die casting. This technology is ideal also for parts that require subsequent mechanical and surface processing, as it drastically reduces porosity and air inclusions.
Tightness
Internal porosity worsens the tightness of the piece, becomes immediately visible during subsequent processes and causes component malfunctioning. Thanks to the application of the vacuum technology, the evacuation of air and gases is more effective and therefore provides the material with the specific tightness requested by the customer based on the final application.
Aesthetics
Visible components and, above all, the fashion and furniture sectors, require pieces with perfect surfaces. Furthermore, in different industrial fields, such as automotive, structural parts normally have complex shapes, are compact and slim. These technical and aesthetic parameters require the air and gases encapsulated in the piece not to rise back up to the surface after the surface treatments. Thanks to the application of the vacuum technology, the evacuation of air and gases is more effective and can therefore provide the component with the aesthetic requirements defined by the customer.
Mould application
ECOTRE VALENTE, the indisputable specialist in vacuum application, studies the adaptation and optimal design of the mould, especially of the spout and vacuum channels: – Determination of the evacuation system – Adjustment of sizes and adaptation of the spout – Adjustment of sizes and adaptation of the vacuum channels – Consultancy on injection parameters
Contact us for information by filling out the form below. Our technician-sales agent will get back to you.