CARATTERISTICHE MECCANICHE
DIFETTI
CO-DESIGN
MATERIALE
PARAMETRI PROCESSO
ATTREZZATURA
ISOLA
PRESTAZIONI DEL SOFTWARE
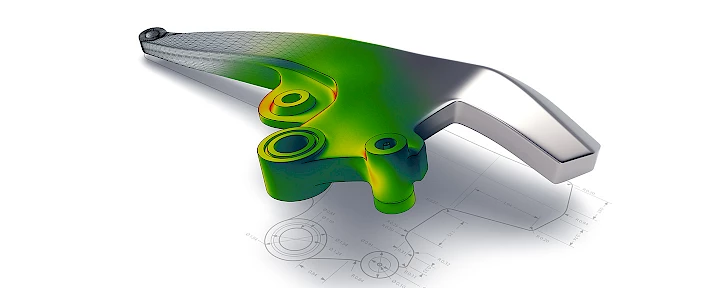
CARATTERISTICHE MECCANICHE
ALLUNGAMENTO
Il software può dare la mappa dell’allungamento %
CARICO DI ROTTURA
Il simulatore fornisce la mappa del Carico di Rottura del Componente “As Cast” e dopo Trattamento Termico
CARICO DI SNERVAMENTO
Il simulatore fornisce la mappa del Carico di Snervamento del Componente Grezzo e dopo Trattamento Termico
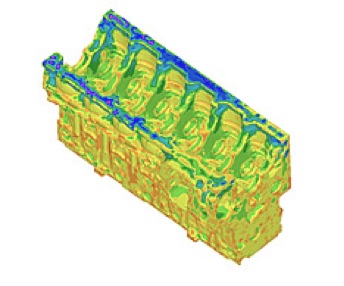
DUREZZA
Attraverso la simulazione è possibile ottenere l’indicazione della Durezza ottenibile e del Suo profilo attraverso lo spessore
SDAS
Il simulatore di colata mostra la mappa dello SDAS (Secondary Dendrite Arm Spacing), utile indicatore delle prestazioni del componente
DIFETTI
POROSITA’ DA GAS
Mappa delle Porosità da Gas inglobate durante il riempimento. Riduzione delle Prestazioni del componente, meccaniche e di tenuta
OSSIDI
La lega si ossida durante il riempimento e la simulazione mostra dove nascono gli ossidi e dove si muovono durante il riempimento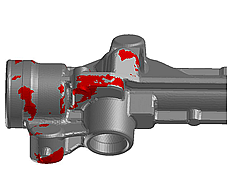
SFOGLIATURE
Il simulatore mostra le Sfogliature, legate ad un’adesione imperfetta della lega durante il riempimento
INCOMPLETEZZE
Pezzi incompleti o con linee di giunzioni e riprese Sistema di colata sottodimensionato e cattiva evacuazione dei gas
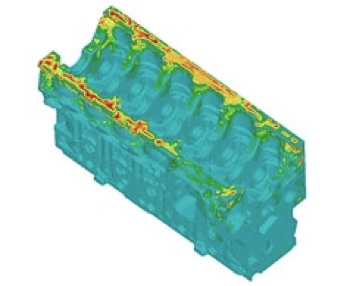
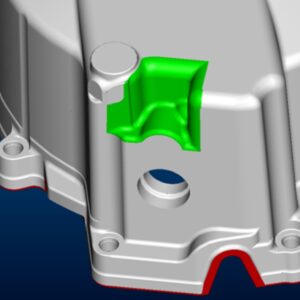
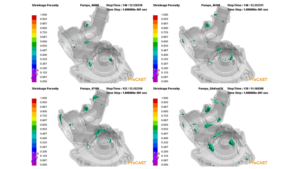
POROSITA’ DA RITIRO
Mappa delle Porosità da Ritiro. Geografia e Dimensione in mm3 del difetto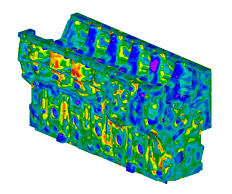
CRICCHE
Mappa delle cricche a caldo e a freddo sul getto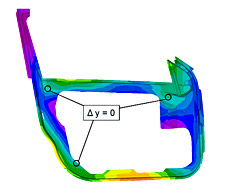
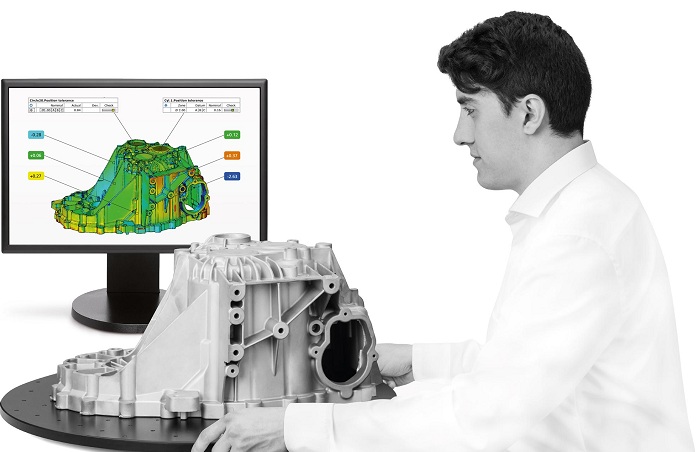
DIMENSIONALE
Dimensioni e deformazioni del pezzo durante la solidificazione, estrazione, raffreddamento, tranciatura ed eventuale trattamento termicoCO-DESIGN
CO-DESIGN
Eliminare i difetti agendo sulle cause e non sugli effettiMATERIALE
LEGHE
Impatto della lega sulle caratteristiche meccaniche e sui difetti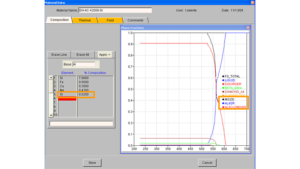
ANALISI CHIMICA
ProCAST e QuikCAST caratterizzano la lega partendo dall’analisi chimica. Valutazione, per esempio, delle conseguenze dell’aggiunta di 200 ppm di Stronzio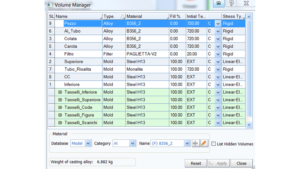
DATABASE
Archivio completo di acciai stampo, sabbie, anime, maniche isolanti ed esotermiche, raffreddatori, gusciPARAMETRI PROCESSO
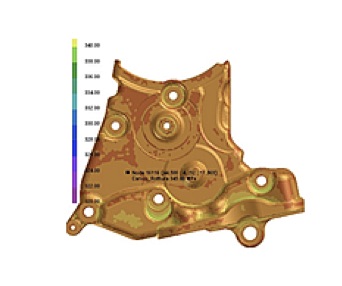
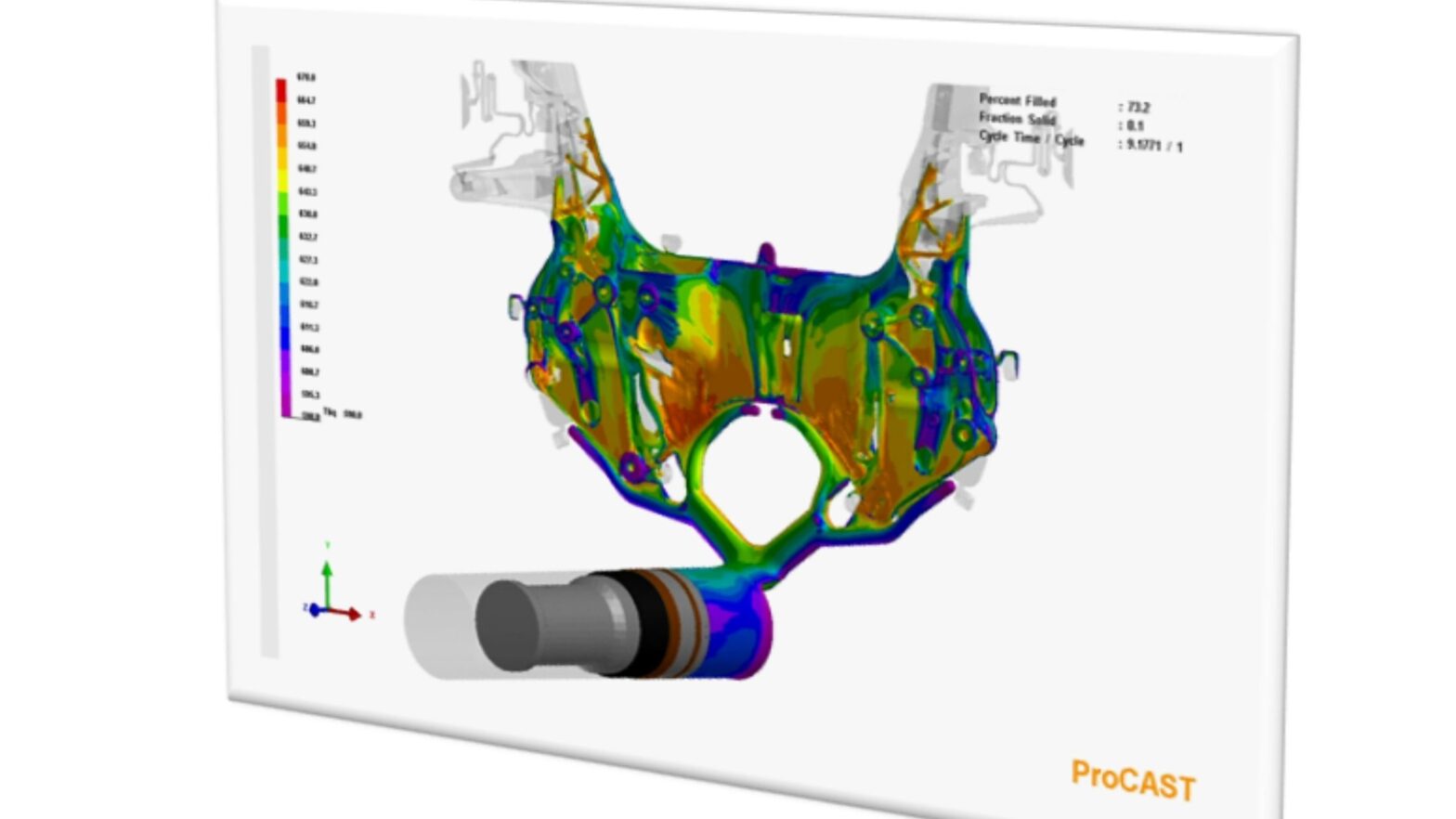
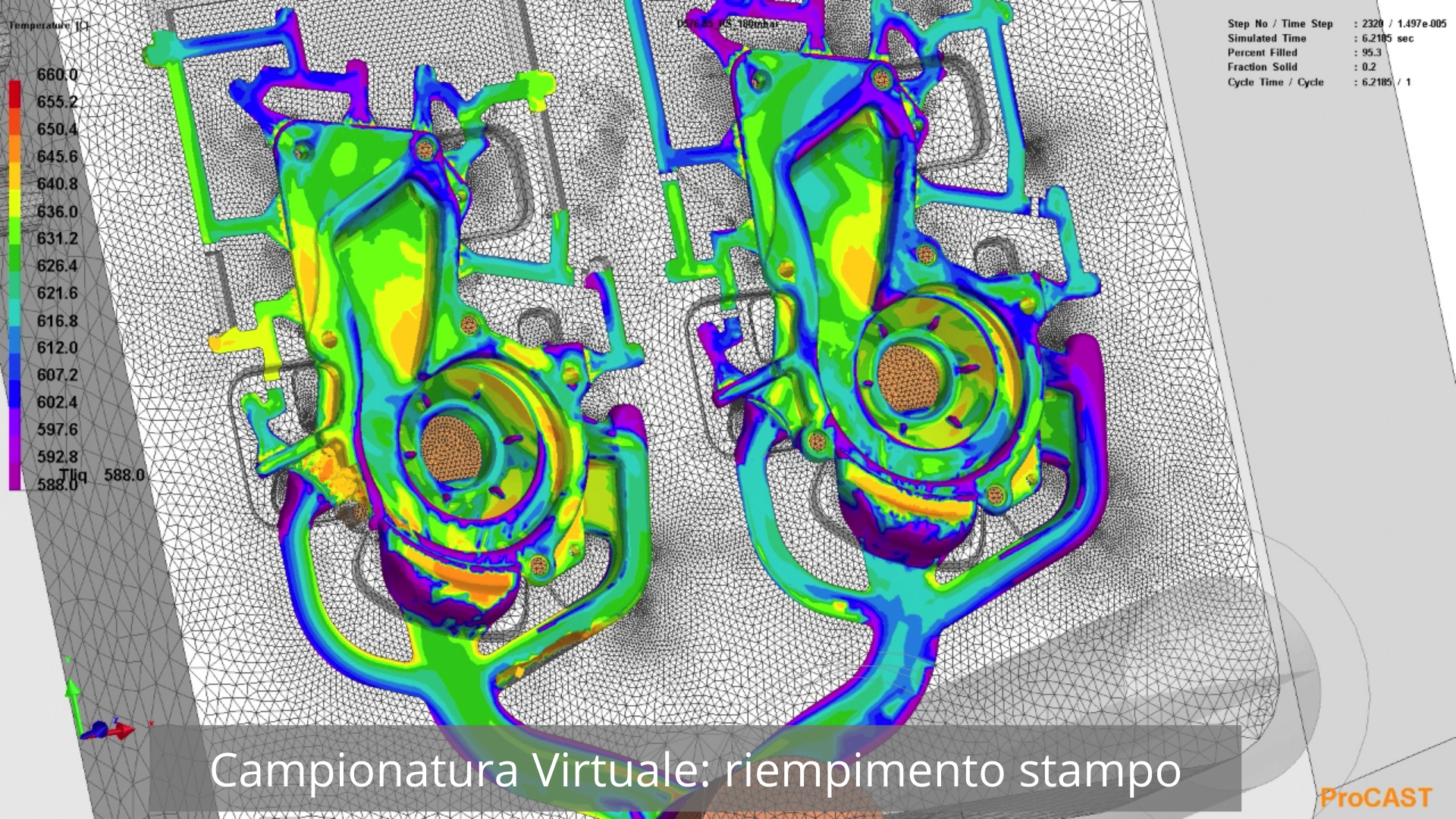
DESCRIZIONE
La simulazione permette di impostare in anteprima i parametri di processo ottimali per la produzione del componente. In questo modo la campionatura reale ha subito esito positivo eliminando messe a punto per il corretto set dei parametri di processo. Inoltre, il Modulo Ottimizzatore del software definisce automaticamente gli intervalli minimi e massimi dei parametri che garantiscono la costanza e robustezza del processo.
Si veda il progetto Rolls Royce
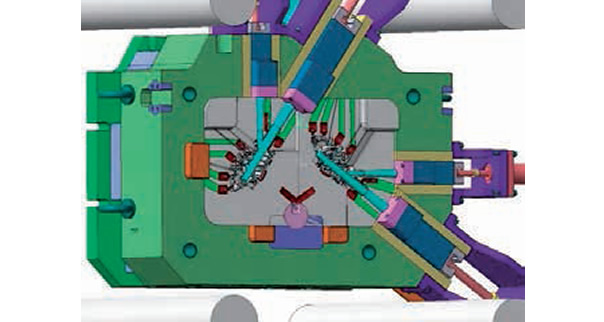
ATTREZZATURA
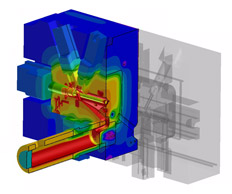
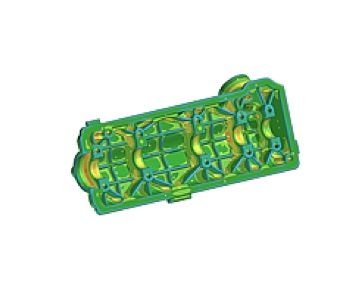
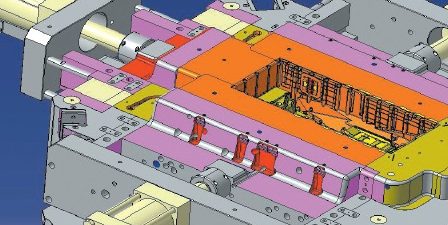
STAMPO
La simulazione di colata mostra la termica stampo, i circuiti di condizionament o termico, la lubrifica, la deformazione e durata stampo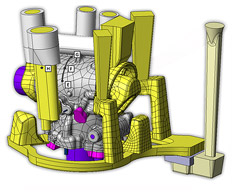
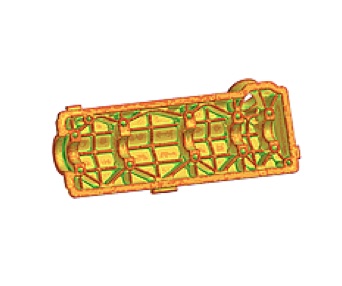
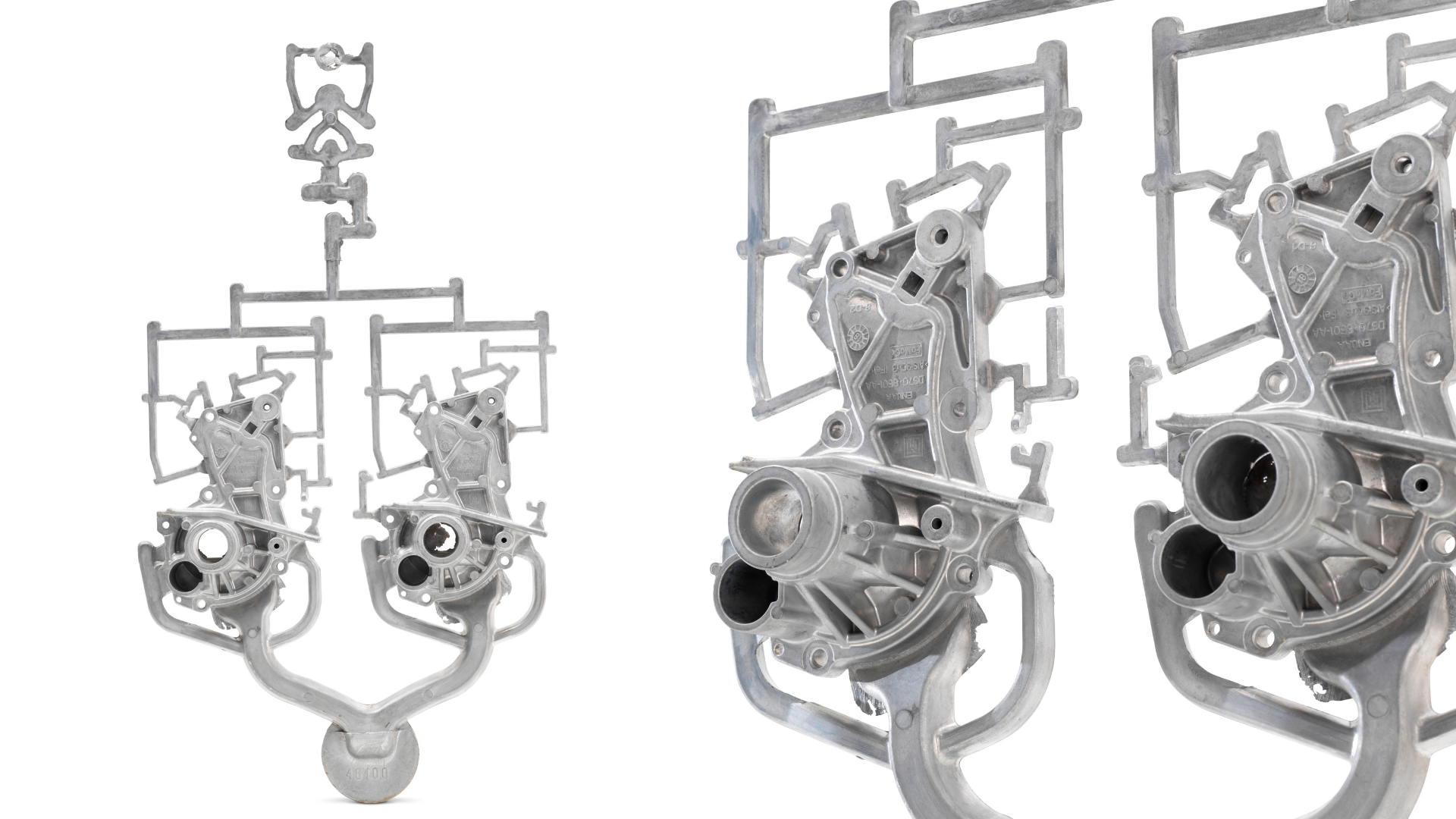
PLACCA
L’ottimizzazione della placca, il posizionamento dei raffreddatori, le maniche, i filtri ed il ramolaggio delle anime. La massimizzazione della resaISOLA
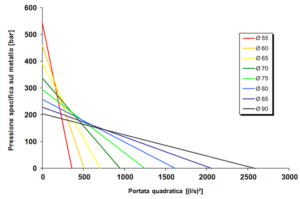
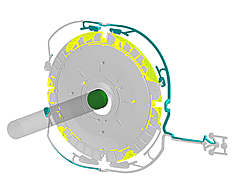
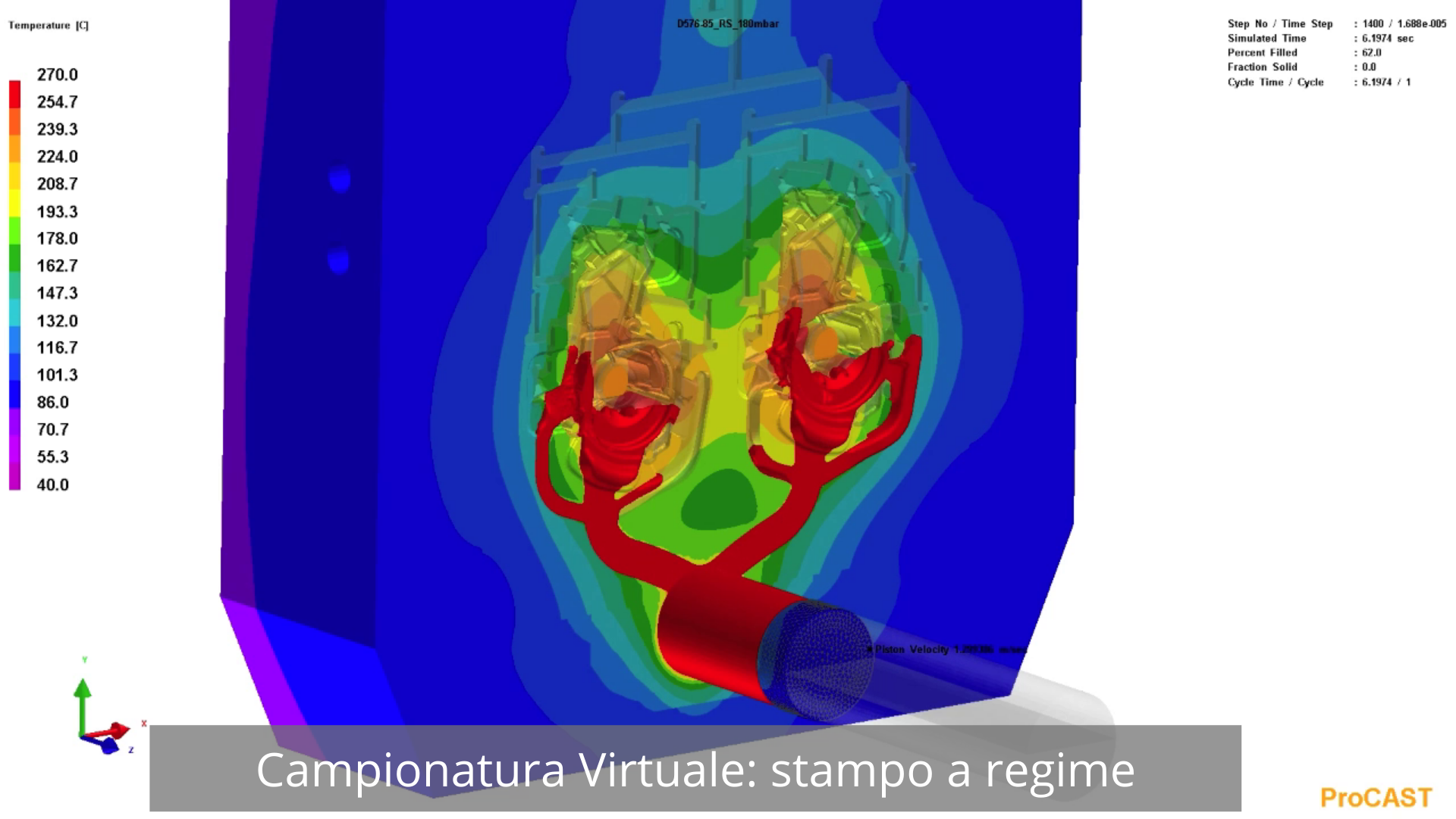
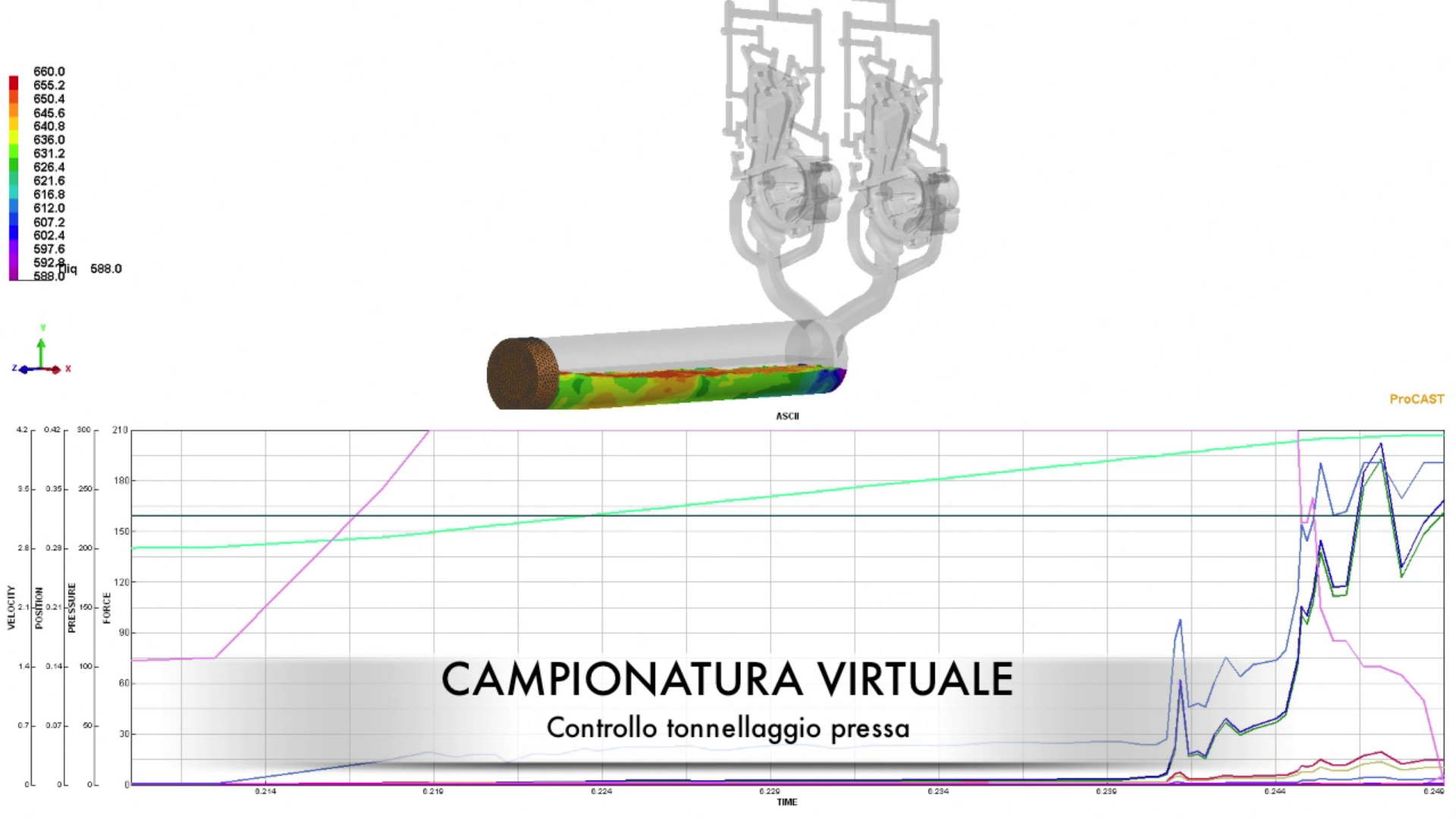
PRESSA
La simulazione di colata permette di conoscere la Pressa richiesta e quindi le tonnellate necessarie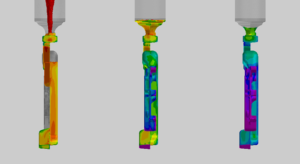
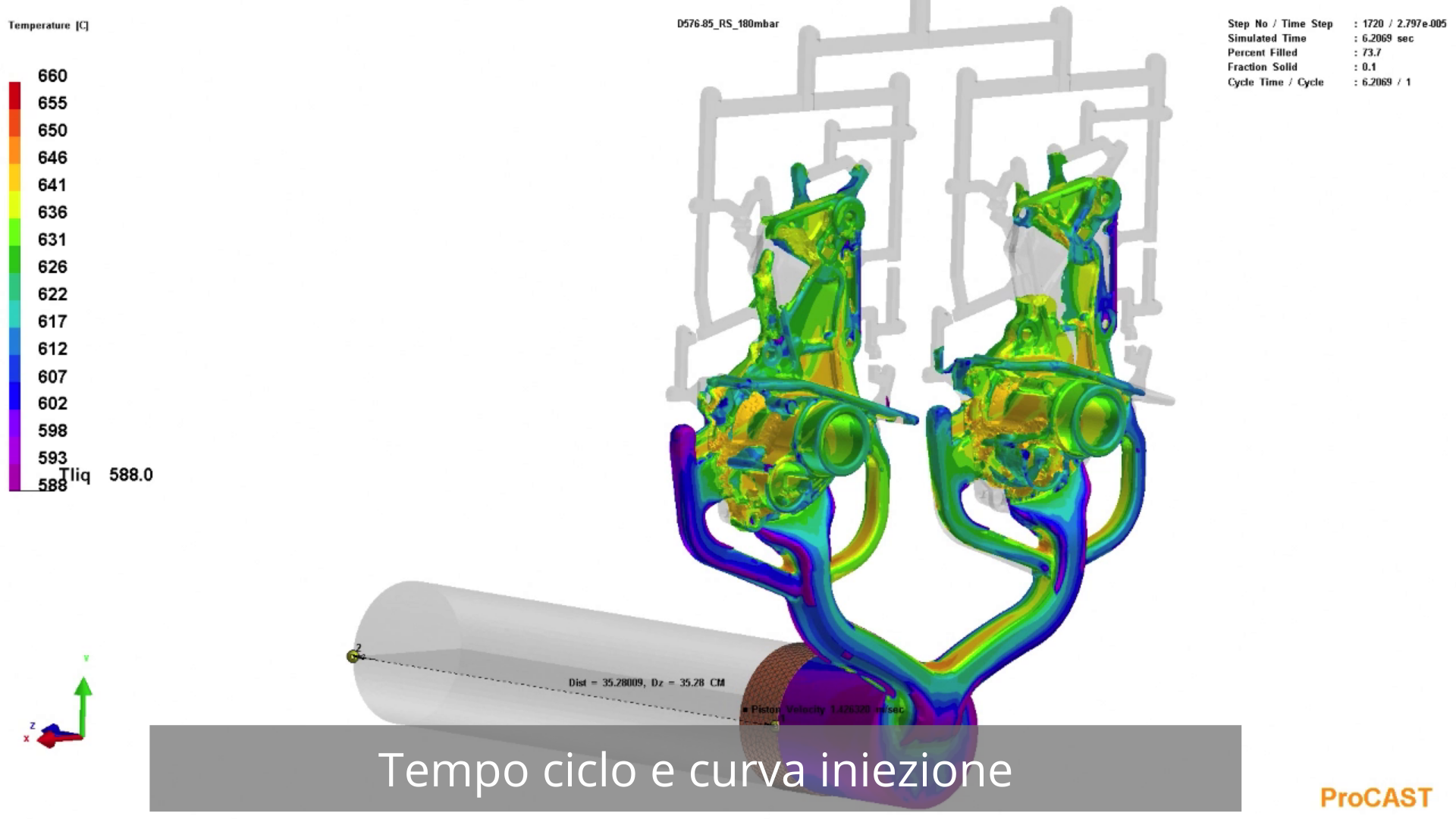
IMPIANTO
Simulazione dell’intero ciclo di iniezione, completa di contenitore, tubo di risalita, basculamento, impianto automatico, manualePRESTAZIONI DEL SOFTWARE
VOLUMI FINITI
La Tecnologia a volumi finiti o Differenze Finite è la tecnologia d’ingresso alla simulazione di colata. QuikCAST e QuikCAST Light



























































{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}