ELONGATION
The software can provide the elongation % map
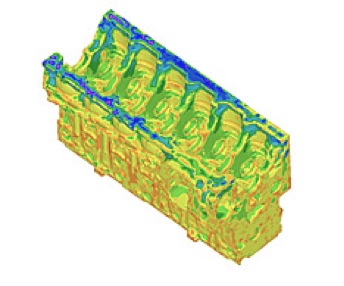
ULTIMATE TENSILE STRENGTH
The simulator provides the map of the Ultimate Tensile Strength of the Component “As Cast” and after Heat Treatment

YIELD STRESS
The simulator provides the map of the Yield Stress of the Unfinished Component and after Heat Treatment
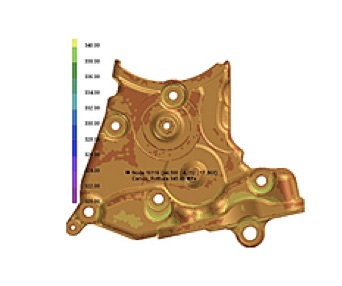
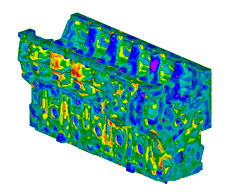
HARDNESS
The simulation can indicate the Hardness that can be obtained and its profile through its thickness
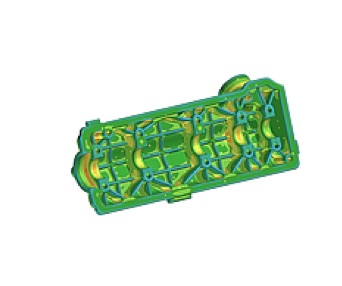
SDAS
The casting simulator shows the map of the SDAS (Secondary Dendrite Arm Spacing), a useful indicator of component performance
GAS POROSITY
Map of Porosity from Gas encapsulated during filling. Reduction of mechanical and bonding performance of the component

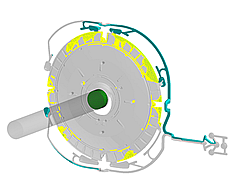
OXIDES
The alloy oxidizes during filling and the simulation points out where the oxides hide and where they move during filling
DELAMINATIONS
The simulator shows the delaminations, related to imperfect bonding of the alloy during filling

INCOMPLETENESS
Incomplete pieces or with joinings and retrieved lines
Undersized gating system or incorrect gas exhaust

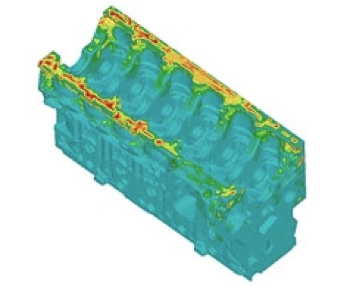
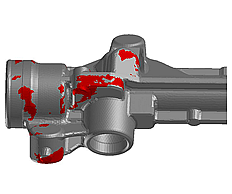
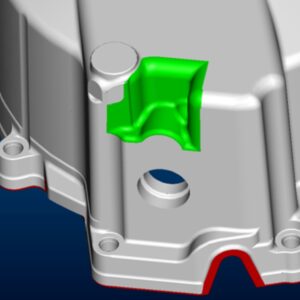
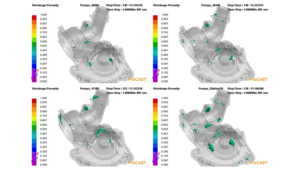
SHRINKAGE POROSITY
Map of Shrinkage Porosity.
Geography and Dimension of defect in mm3.
CRACKS
Map of hot and cold cracks on casting
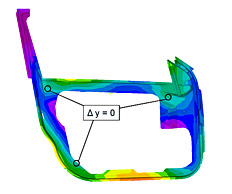
DIMENSIONAL
Dimensions and deformations of piece during solidification, extraction, cooling, blanking and any heat treatment
CO-DESIGN
Eliminate defects by acting on the causes and not on the effects
ALLOYS
Impact of the alloy on the mechanical features and on the defects
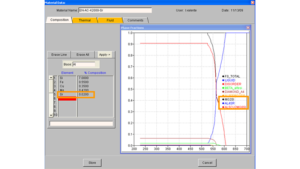
CHEMICAL ANALYSIS
QuikCAST Light, QuikCAST and ProCAST characterise the alloy initiating from the chemical analysis. Assessment, for example, of the consequences of the addition of 200 ppm of Strontium
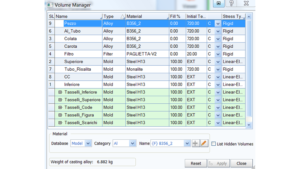
DATABASE
Complete archive of mould steels, sands, cores, insulation and exothermic sleeves, chillers, shells
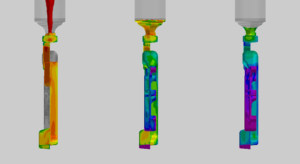
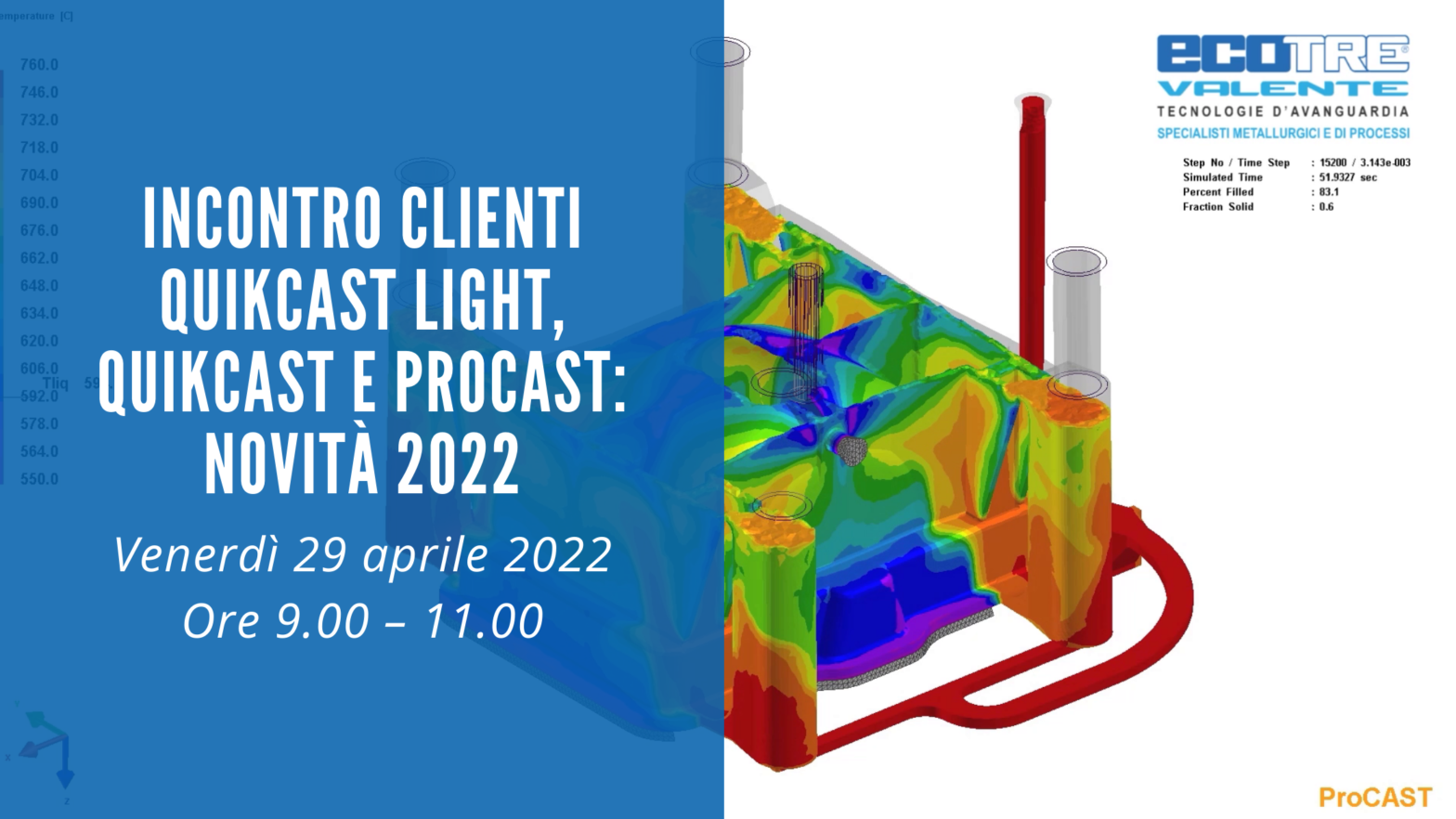
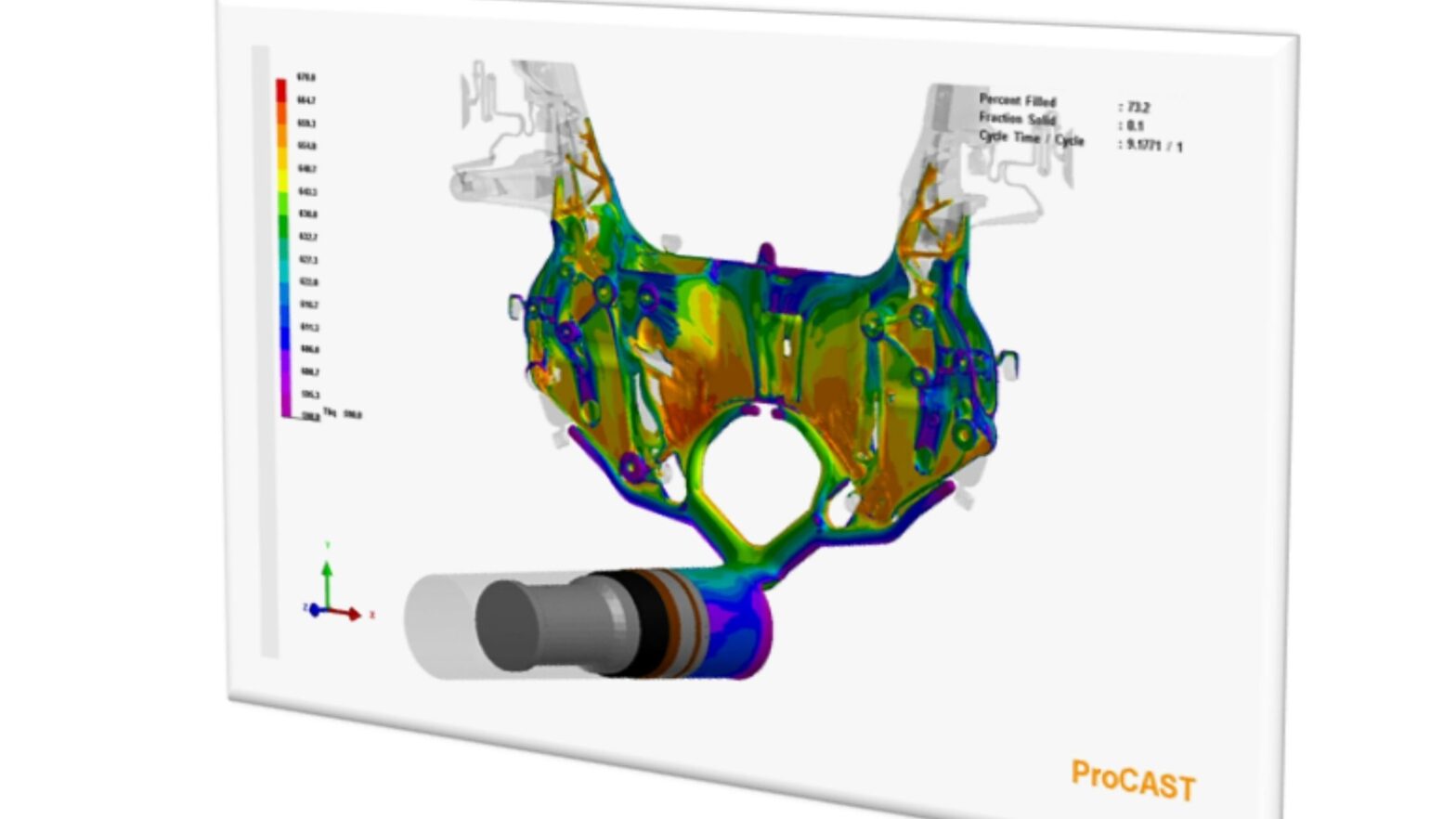
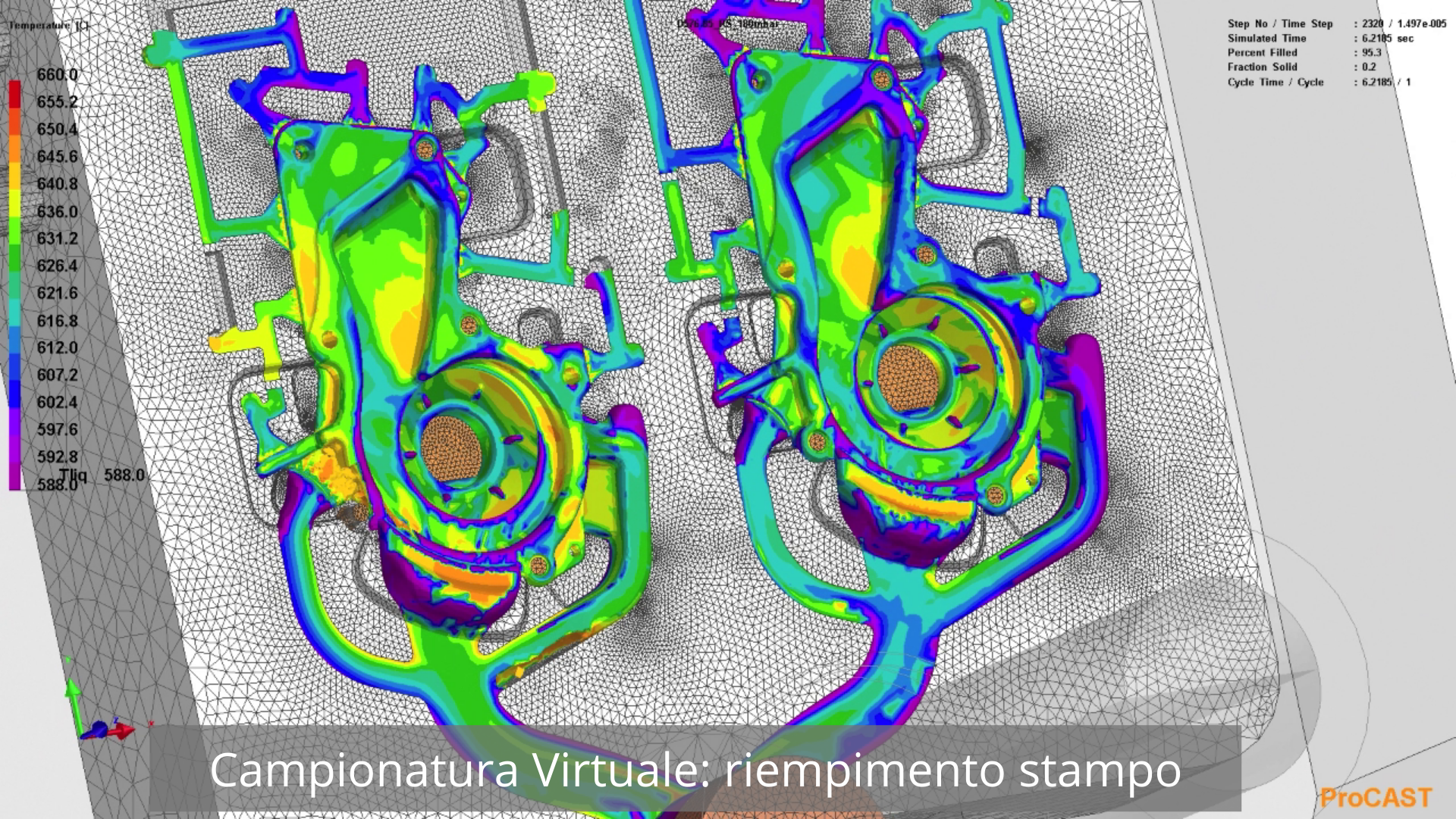
DESCRIPTION
The simulation allows you to set a preview of the ideal process parameters for production of the component. This way the actual sampling underwent a positive result by eliminating fine tunings for the correct set of process parameters. Furthermore, the Optimizer Module of the software automatically defines the minimum and maximum ranges of the parameters guaranteeing the consistency and stability of the process.
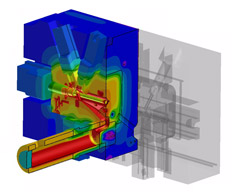
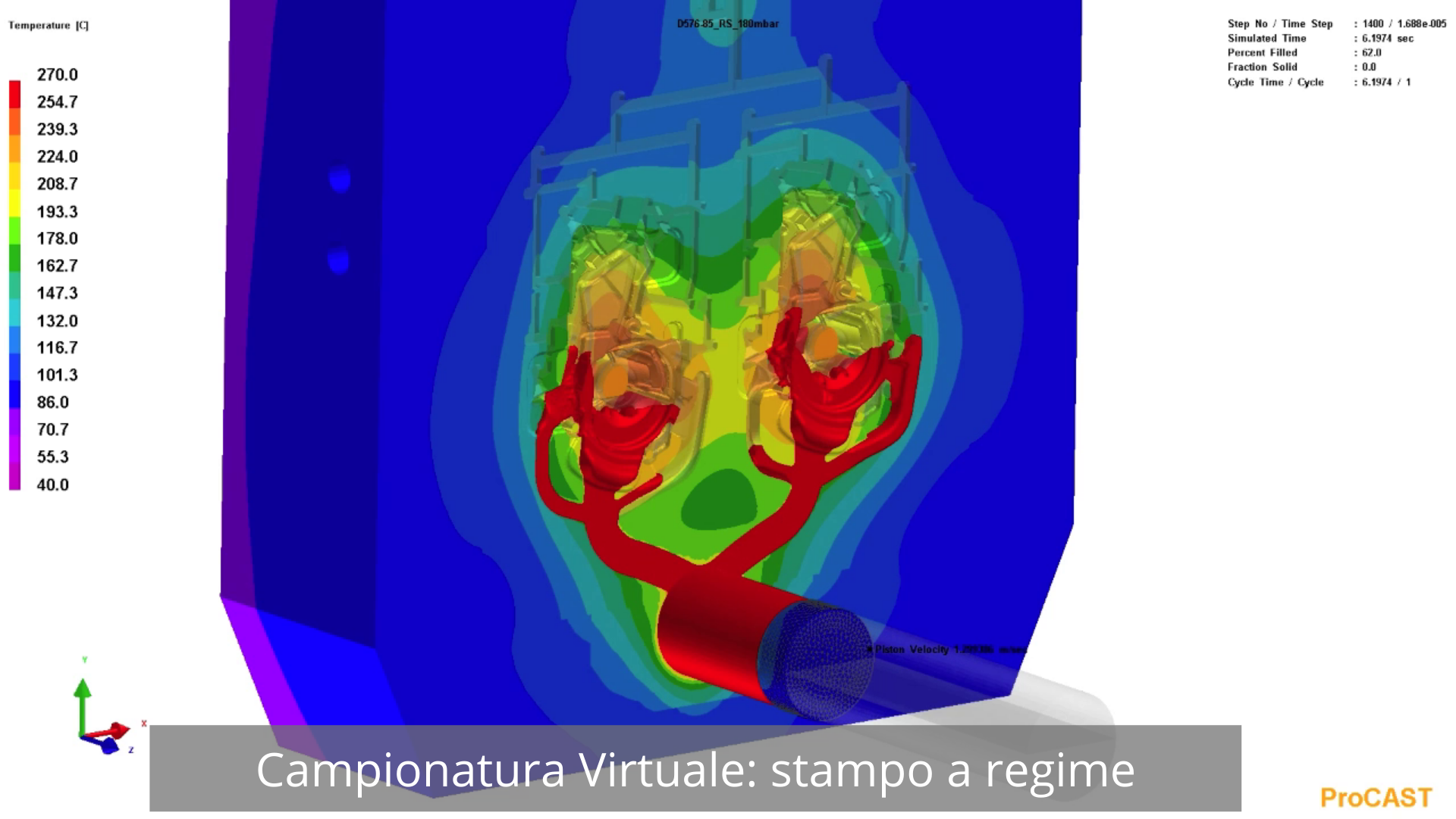
DIE
The casting simulation shows the thermal die cycling simulation, the conditioning or thermal circuits, lubrication, deformation and die duration
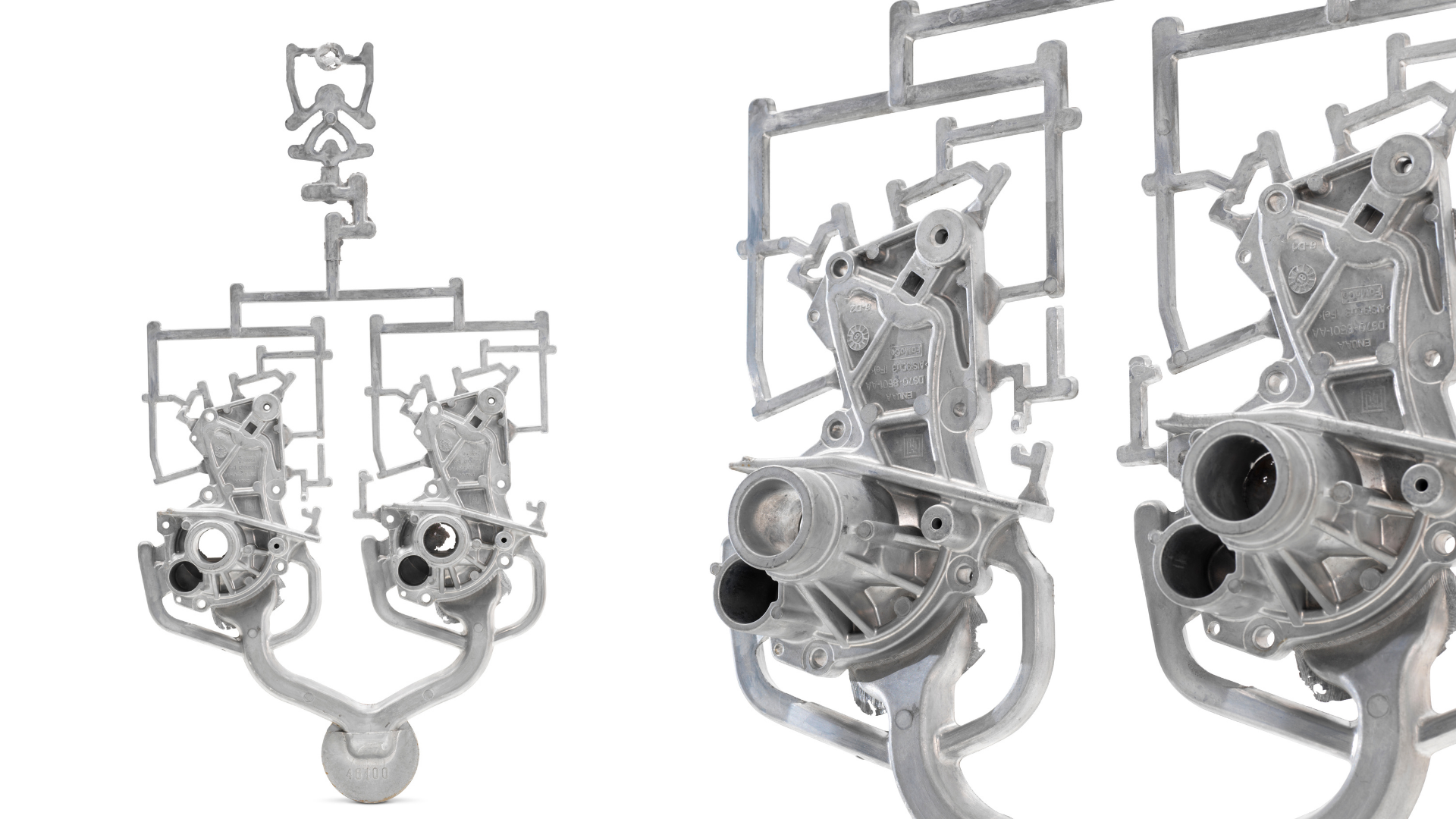
PLATE
Optimization of the plate, positioning of the chillers, sleeves, filters and die assembly of the cores. Maximum yield.
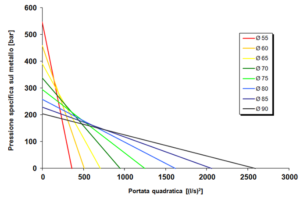
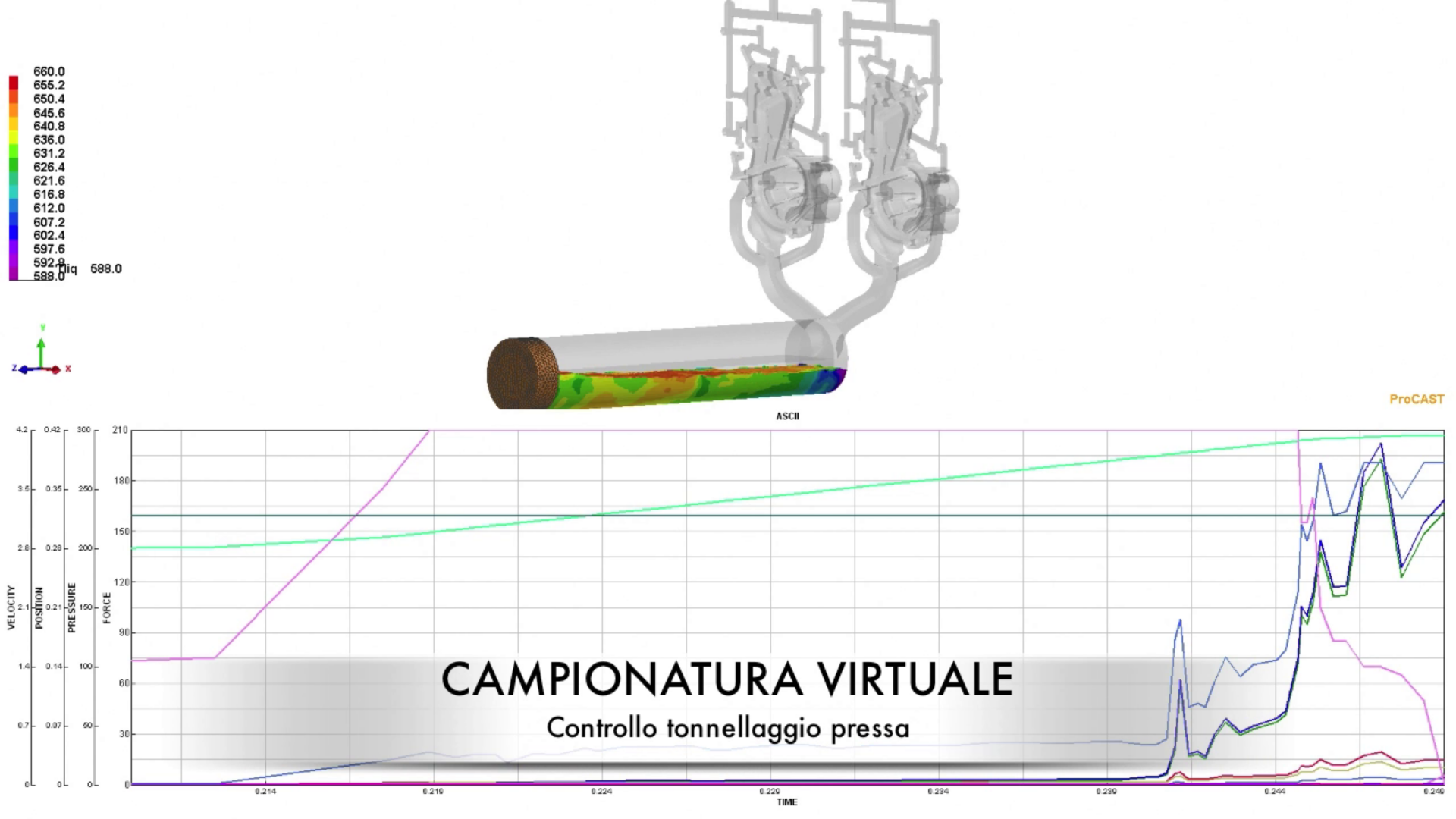
CASTING MACHINE
The casting simulation allows you to know the required casting machine and therefore the tonnes necessary
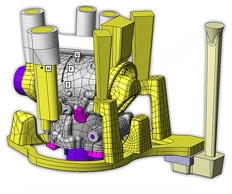
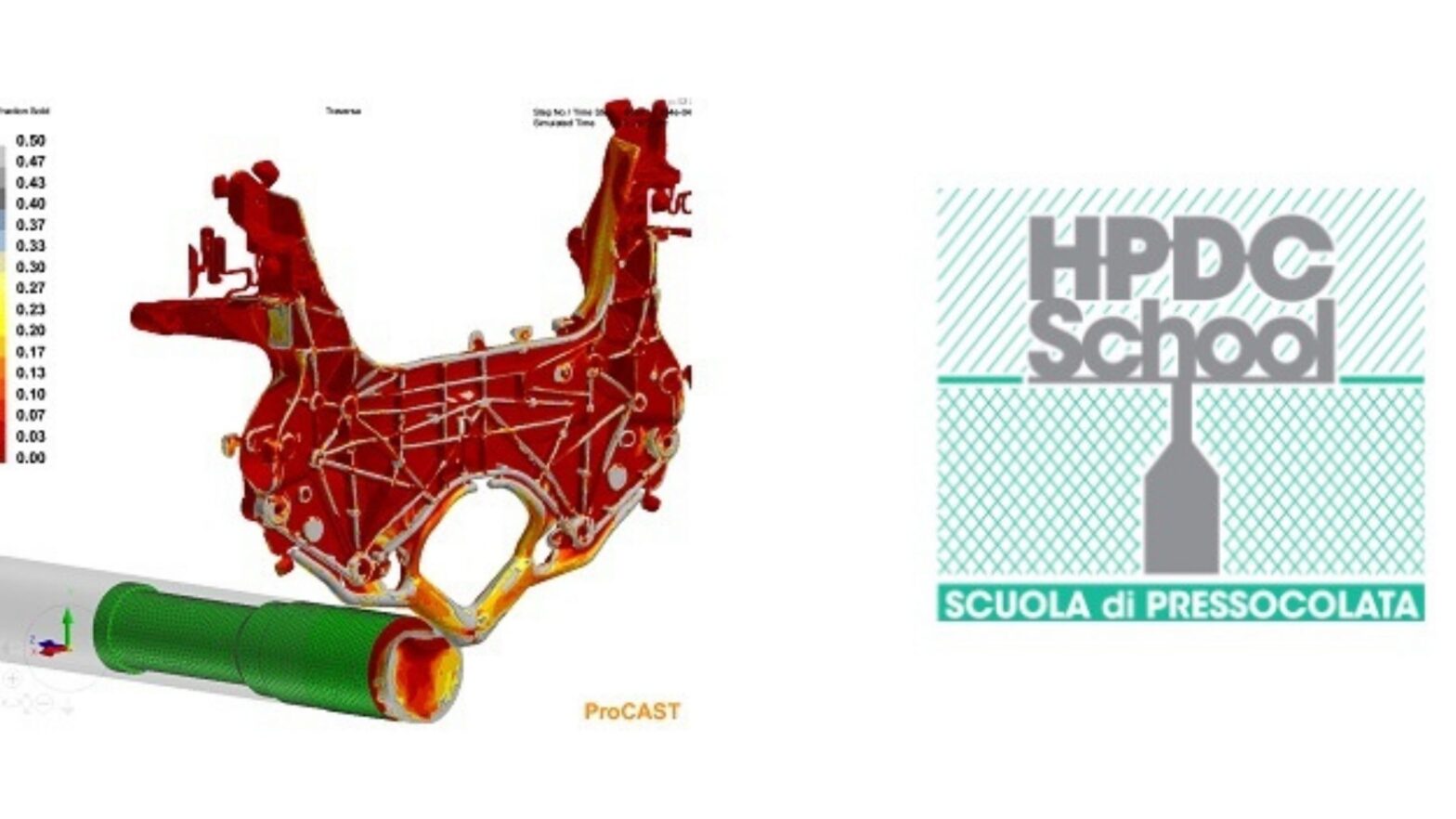
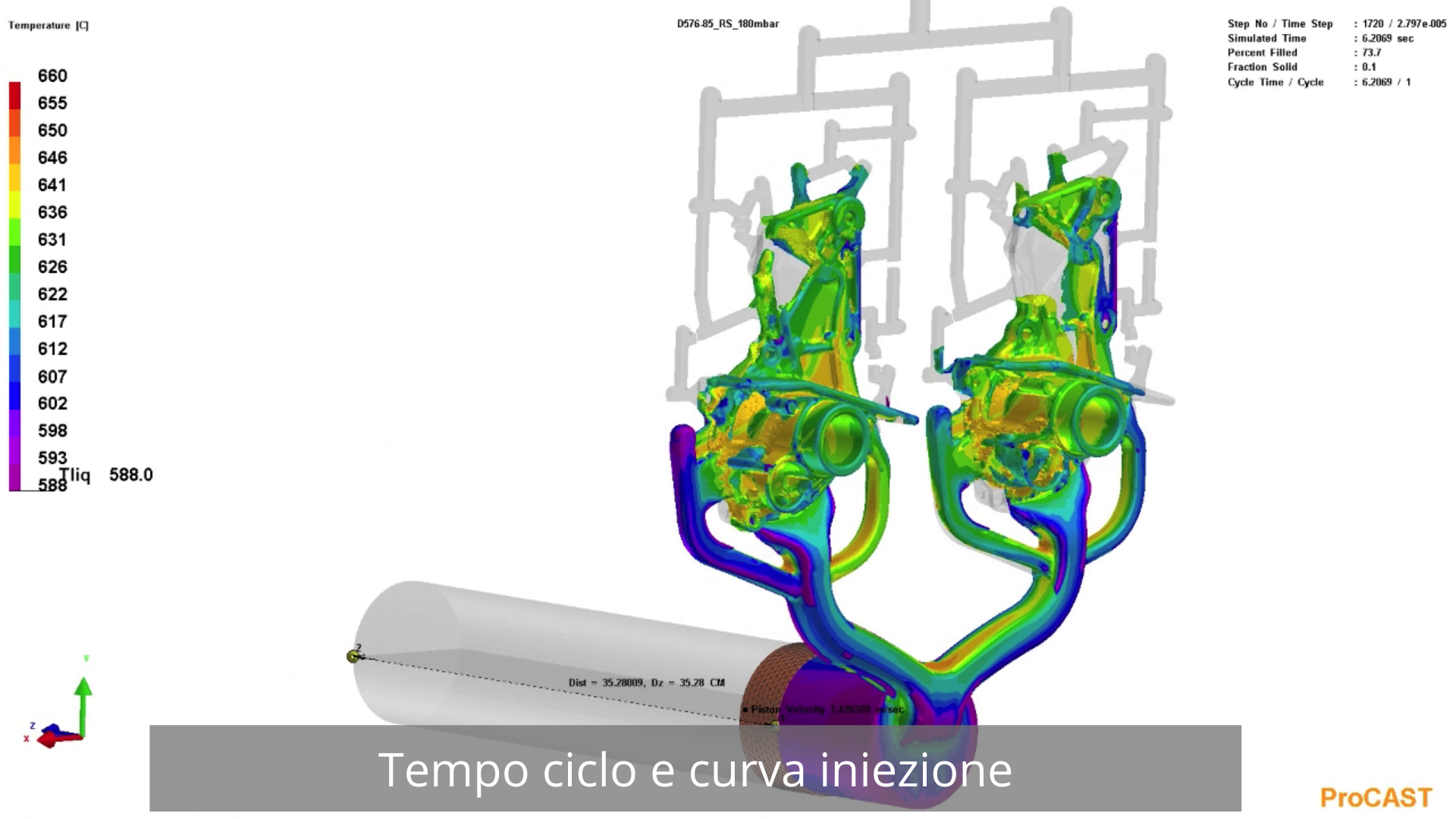
SYSTEM
Simulation of the entire injection cycle, complete with container, riser tube, tipping, automatic, manual system
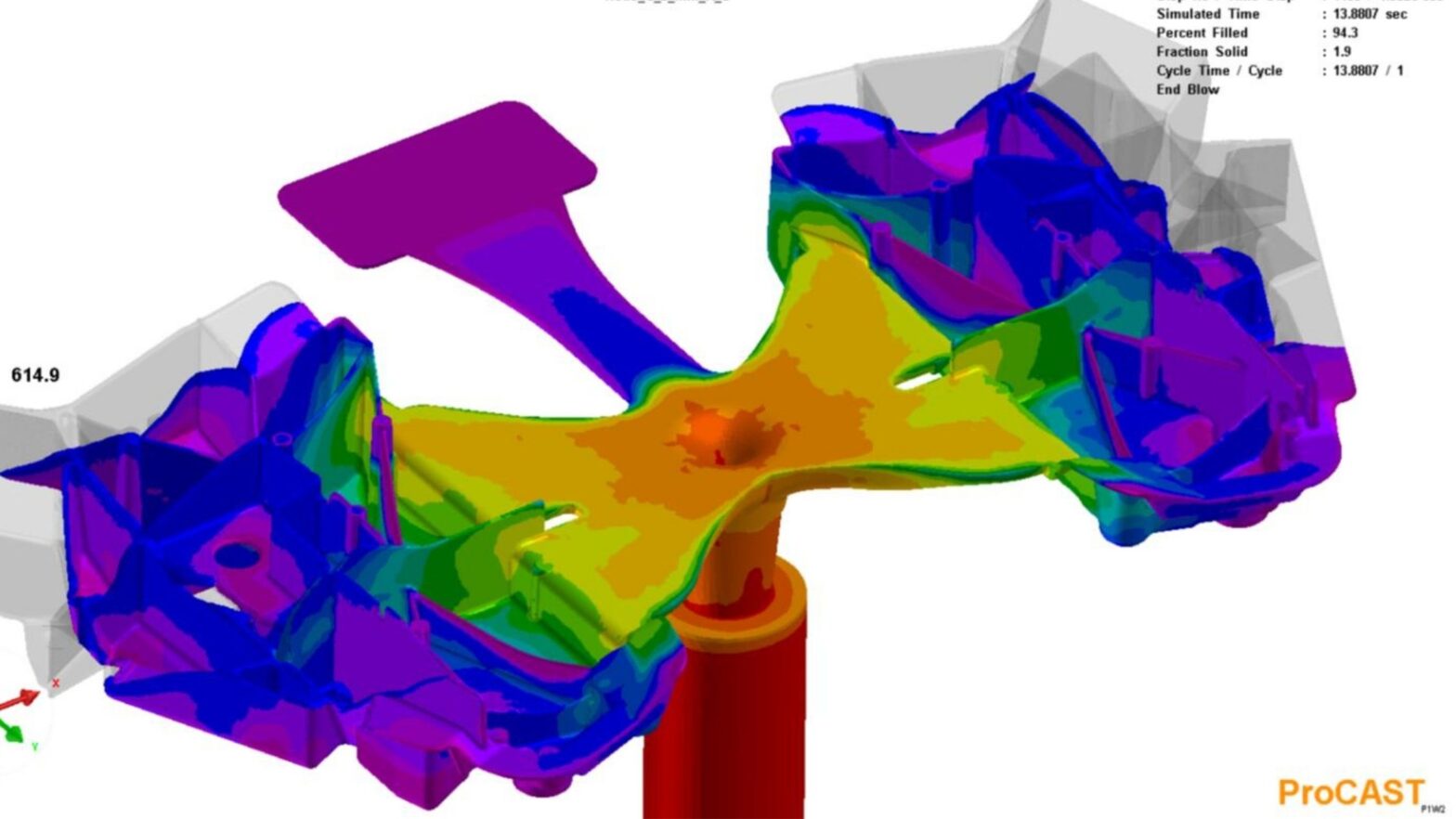
FINITE VOLUMES
The finite volumes or Finite Differences Technology is the introductory technology to casting simulation.
QuikCAST

FINITE ELEMENTS
The Finite Elements Technology is the top technology that provides the maximum performance of the casting simulator.
ProCAST




















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}